Company Feature:
Hitachi Metals (Thailand) Ltd. Chonburi Factory
Selected Country: Thailand
This issue, we made a trip to the Land of Smiles and visited Hitachi Metals (Thailand) Ltd. Chonburi Factory (HMT-CH) to understand more about metals, materials and specifically about the automotive parts industry. HMT-CH mainly manufactures and supplies sensor products like the ABS (Wheel Speed Sensor) to renown Japanese carmakers.
Company Background
Hitachi Metals (Thailand) Ltd. was first established in March 1991. While Hitachi Metals manufactures a variety of materials for different industries such as electronic parts, electronic devices, and precision casting products, their main line of business in Thailand is in the automotive industry. The increased demand in the automotive industry led to the establishment of its Chonburi Factory in 2007, in addition to its head office and factory in Ayutthaya. A sales office lies in the heart of Bangkok where they are engaged in the sales of Hitachi Metals group companies' products and provide business support to these companies, such as procurement, technical advice and manpower support.
Internet of Things, Lumada and Smart Manufacturing
In an agreement between Hitachi Asia (Thailand) Ltd. (HAS-TH) and HMT-CH, a series of IoT (Internet of Things) initiatives started in January 2018 with the aim to showcase HMT-CH as the epitome of a smart factory at the newly constructed Lumada Center Southeast Asia.
This agreement is in addition to the Memorandum of Understanding (MoU) between the Eastern Economic Corridor (EEC) office and Hitachi signed last year to apply Lumada’s IoT technologies to create smarter factories. Of the three phases of the Lumada roll-out in Thailand, the first is smart manufacturing for factories.
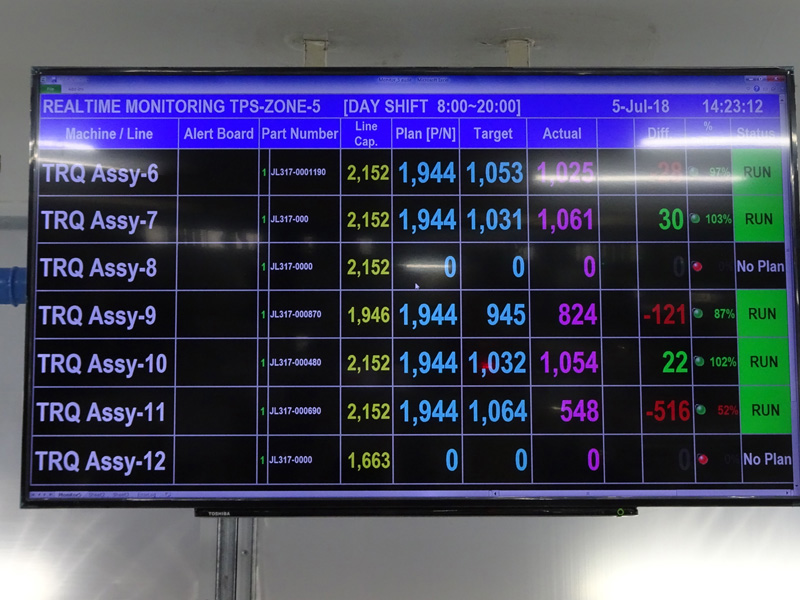
Under the first phase, HMT-CH’s focus is on the Visualisation Production Process of the ABS Sensor where the production line will be automated for improving productivity.
1) Implementation of Production Record System
Otherwise known as Electronic Documentation, physical documentation where the production record is checked one by one will be obsolete since manual records have a risk of missing or wrong data.
With the introduction of digitisation, data or information will be converted into digital format. The implementation of the production record system improves overall traceability in production processes by reducing man-days of manual operations and prevent mistakes.
In this case, a recording software called the Enterprise Resource Planning (ERP) System was developed where the data is input directly into the software and saved in the data server. This gives easy tracking of data, therefore translating to better quality control. At the same time, the software also allows fast tracing of production record data when a defect occurs, helping to maximise resources and minimise losses of each product flow.
2) Implementation of Kaizen Activity Support System
This system reveals early understanding of bottleneck operation and improves operation quality. Abnormal processes are detected from real-time monitoring data, where the problem is analysed based on images from the bottleneck operations or video data where improvement can be applied quickly.
3) Implementation of Production Scheduler
The production scheduler creates executable production plan by levelling each process load. Under this system, the production plan is refined as it considers the constraint of resource capacity and delivery date of products, thereafter levelling each process load.
4) Introduction of Robotics
Currently in the testing phase, HMT-CH plans to further automate the assembly lines by introducing robots. One robot can easily replace 3-4 workers and have higher efficiency levels, which adds value to the entire production line.
Strong Focus on Employees
Factories are typically labour-intensive. Hence, it is a constant challenge to maintain employee morale within HMT. Their monozukuri activities aimed at rewarding staff, showing appreciation as well as performance fairness were successful in driving the turnover rate from 20% to 0% in 2014. As a result, HMT won the Grand Prix of the Inspiration of the Year Global Award 2014. For more details of their brand story, click here.
Future Goals of HMT-CH
HMT-CH envisions to be a full smart factory. To reach this goal, HMT-CH will continue to explore and apply IoT technologies using the Lumada platform, while working towards becoming the world’s leading high-performance materials company.
Apart from improving productivity, shortening production lead time, and improving quality, HMT-CH also hopes to continue bringing new value to the Thai economy by attracting new investments for the manufacturing industries through Lumada.